
キンカテック工業株式会社
当社はヒートシンク,液体冷却プレート,精密CNC加工を専門としており,当社の製品は通信業界,航空宇宙,自動車,産業制御,パワーエレクトロニクス,医療機器,セキュリティエレクトロニクス,LED照明,マルチメディア消費など幅広い分野で使用されています。

2026-05-26 16:17:08
電気自動車,再生可能エネルギー発電,鉄道輸送,産業オートメーションにおいて,IGBTモジュールは高電力密度,小型化,高接合部温度へと進化しています。しかし,チップの電力密度が増加するにつれて,利用可能な冷却スペースは急速に縮小します。研究によると,集積回路の故障の50%以上は熱問題が原因であり,パワーエレクトロニクスでは,IGBTの故障の約55%が温度に関連しています。従来の空冷は対流熱伝達係数が限られており(せいぜい約37 W/cm²),体積も大きいため,次世代パワーモジュールには不向きです。液体冷却プレート技術は,高出力チップの熱管理の中核的なソリューションとして登場しました。

IGBTモジュールは相当量の熱を発生します。効率98%の100kWインバータの場合,熱管理システムによって約2kWの熱を除去する必要があります。さらに,熱分布は均一ではなく,チップ表面の局所的な高温箇所は平均温度よりもはるかに高温になる可能性があり,これらの高温箇所が動的性能と耐用年数を制限します。
温度はIGBTの故障と強い相関関係があります。2003年から2017年にかけて23か国で行われた風力タービンの故障に関する統計調査では,IGBTモジュールの故障が計画外のコンバータダウンタイムの22%を占めていることが示されました。IGBTは風力発電システムで最も故障しやすいコンポーネントの1つです。車両の頻繁な加減速は,激しい電力サイクルと温度変動を引き起こし,ボンディングワイヤの疲労,はんだ剥離,その他の熱疲労による故障につながります。熱暴走は電気自動車の電力損失を引き起こし,重大な安全上の危険となります。
熱抵抗の観点から見ると,IGBTの放熱は多層直列熱抵抗の問題です。界面熱抵抗が全体の60%以上を占め,主要なボトルネックとなっています。接合部からケースまでの抵抗の中では,dbc(直接接合銅)セラミック基板が主な要因(75%以上)です。従来の空冷方式は,熱伝達係数が低い,局所的なホットスポットを除去する能力が低い,システム容積が大きい,システムの小型化と相反する,という3つの大きな制約を抱えています。
液体冷却プレート(冷却プレート,液体冷却プレート,または水冷プレートとも呼ばれる)は,強制的な液体対流を利用して熱を除去します。動作原理は単純です。IGBTモジュールからの熱は,熱インターフェースを介して冷却プレートのベースに伝達され,内部チャネルを流れる冷却液によって運び去られます。加熱された冷却液は熱交換器に循環し,冷却されて戻ってきます。
製造プロセスと構造形態に基づいて,現在エンジニアリング分野では主に4種類のIGBT冷却板が使用されています。
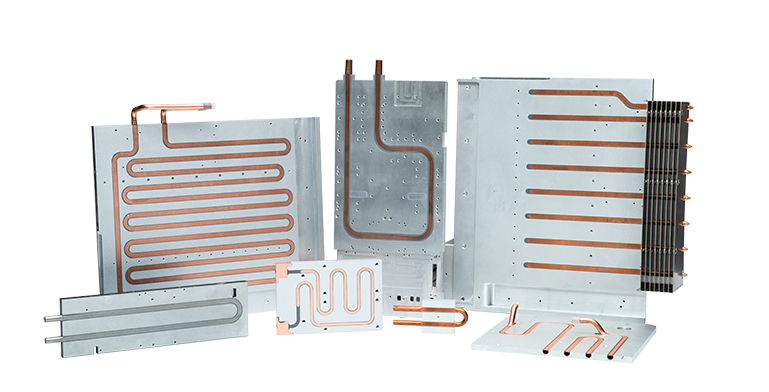
従来の設計には,穴あけ型,組立型,溶接型,管状型などがあります。これらは加工が簡単でコストが低く,低~中電力密度のIGBTモジュールに適しています。中でも,管状コールドプレート(または管状液体コールドプレート)は,銅管またはステンレス鋼管をアルミニウム製ベースプレートの溝に埋め込み,ろう付けまたはエポキシで固定します。基本的な穴あけ型プレートよりも優れた熱性能と耐用年数を提供します。
チューブ式液体冷却プレート(水冷式冷却プレートまたはチューブ式冷却プレートとも呼ばれる)は,銅またはステンレス鋼のチューブを冷却液流路として使用し,アルミニウム製ベースプレートに埋め込み,熱接着剤またはろう付けで固定します。その利点としては,製造が容易で,コストが低く,IGBTの熱分布に合わせてチューブのレイアウトを柔軟に(蛇行型やU字型など)変更できることが挙げられます。中程度の電力密度でコスト重視の産業用ドライブや太陽光発電インバータに適しています。一般的なチューブ径は6~12mmで,動作圧力は通常0.5MPa以下です。
FSW(摩擦攪拌溶接)液冷プレートは,回転する攪拌ピンを使用して摩擦熱を発生させ,材料を塑性化してカバーと溝付きベースプレートの間に固体溶接を形成します。このプロセスでは,気孔,亀裂,溶加材が発生しないため,高い溶接強度,優れたシール性,流路の変形のない溶接が可能です。FSW液冷プレートは,長期的な信頼性が重要な電気自動車用トラクションインバータや鉄道輸送用コンバータに最適です。一般的な流路幅は4~10mmで,耐圧は1.5~2.0MPaに達します。
押出成形液体冷却プレート(またはアルミニウム冷却プレート,アルミニウム冷却プレート)は,専用金型を使用してアルミニウムを押出成形し,1つの工程で複数の平行流路を形成した後,切断,端部シール,機械加工されます。主な利点は,高い生産効率と低い単位コスト,一貫した流路寸法であり,大量標準化生産に最適です。ただし,流路は通常ストレートスルーであるため,フィンの最適化が制限されます。これらは,電力密度が控えめな汎用インバータやEV充電モジュールに使用されます。一般的な水力直径は2~5mmです。
ろう付け液体冷却プレート(またはろう付け冷却プレート)は,真空または制御雰囲気下で,プレス加工された流路ベースプレートをカバープレートにろう付けすることによって製造されます。これにより,ピンフィン,斜めフィン,タービュレーターなどの複雑な内部フィン構造が可能になります。ろう付けは非常に高い設計自由度を提供し,コンパクトなサイズで優れたシール性と低い残留応力で熱伝達を向上させることができます。ろう付け液体冷却プレートは,高出力密度のIGBTおよびSICモジュールの第一選択肢であり,高級EVメインドライブ,風力コンバータ,ハイエンド産業用電源で広く使用されています。流路の特徴サイズは1~3 mmと小さくできます。ピンフィンを使用すると,熱抵抗は押出成形タイプやチューブタイプよりも大幅に低くなります。真空ろう付けは最も信頼性の高いプロセスです。
エンジニアリング選定を支援するため,表1では4種類のIGBTコールドプレート(従来型のチューブを基準として含む)の主要な熱的および構造的パラメータを比較しています。
表1:異なる液体冷却板構造の熱抵抗と構造比較
| architecture type | relative thermal resistance (baseline = tubed) | relative pressure drop (baseline = tubed) | internal channel / fin features | manufacturing process | suitable power density level | typical applications |
|---|---|---|---|---|---|---|
| チューブ入り(チューブ)(伝統的) | 1.00 | 1.00 | 銅/ステンレス鋼管をアルミニウムに埋め込んだ,円形/楕円形のチャンネル,内部フィンなし | チューブ埋め込み+熱接着剤/ろう付け | 低~中低 | 汎用インバーター,太陽光発電用インバーター,低コスト産業用電力 |
| 押し出し成形 | 0.75~0.85 | 1.10~1.30 | 複数の平行な長方形の直線チャネル,チャネル壁は直線フィンとして機能し,フィンの高さは制限される | アルミニウム押出成形 + 端部シール + 機械加工 | 中低~中 | 充電モジュール,中出力インバーター,標準クーラー |
| fsw | 0.55~0.70 | 1.20~1.50 | 複雑な流路(蛇行,並列多段)も可能,幅4~10mm,乱流発生器を追加可能 | 機械加工されたチャンネル溝+FSWカバー溶接 | 中程度から中高程度 | 電気自動車用メインドライブインバーター,鉄道輸送用コンバーター |
| ろう付け | 0.35~0.50 | 1.50~2.50 | 複雑なフィン(ピンフィン,斜めフィン,マイクロチャネルフィン),特徴サイズ1~3mm,広い熱交換面積 | 刻印/エッチング加工されたフィンプレート + 真空/雰囲気ろう付け | 高~超高 | 高性能EVドライブ,風力発電機,ハイエンドサーボドライブ |
 4. 性能最適化:流路およびマイクロフィン設計
4. 性能最適化:流路およびマイクロフィン設計コールドプレート冷却システムの冷却性能は,内部流路とフィン設計に大きく依存します。現在の研究は,以下の分野に焦点を当てています。
フィン構造:産業用モータ駆動装置内の 3 つの IGBT モジュールの液体冷却に関する研究では,直線フィン,千鳥配置のピンフィン,および斜めフィンを比較し,複雑なフィンが対流を促進することを確認しました。さらに,斜めフィンのマイクロスケール層状流液体冷却プレートは,同じ流量の長方形マイクロチャネル冷却プレートと比較して,熱伝達係数が 3 倍増加し,チップのピーク温度が 1.4 ℃低下し,温度均一性が 37.8% 向上し,流れ抵抗が 15% 以上低下し,800 W チップの信頼性の高い冷却が可能になりました。
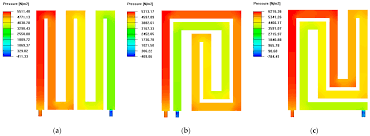
トポロジー最適化:IGBTコールドプレートに対する二目的トポロジー最適化(最大熱伝達,最小流動抵抗)を用いた研究では,直線チャネルコールドプレートと比較して,トポロジー最適化されたコールドプレートは,圧力損失が26.3%低く,熱抵抗が64.7%低く,熱伝達係数が16.3%高いことが示されました。
温度均一性:南京情報科学技術大学の研究チームは,蛇行状の流路,強化されたフィン,および千鳥配置の乱流発生器を備えた革新的な液体冷却プレートを提案した。実験結果によると,冷却液流量を増加させると,デバイスのピーク温度が約22K低下し,一定の流量範囲で安定した熱性能が得られた。
冷却力とポンプ動力のトレードオフ:コールドプレート冷却システムでは,流量を増やすと熱伝達は向上しますが,ポンプ動力も非線形的に増加します。電気自動車では,10 kPaの圧力降下が増加すると,ポンプ動力が数ワットから数十ワット増加する可能性があり,これはシステム電力予算で考慮する必要があります。
 5. アーキテクチャの進化:間接冷却から組み込み型/DBC統合型液体冷却プレートへ
5. アーキテクチャの進化:間接冷却から組み込み型/DBC統合型液体冷却プレートへ従来の冷却アーキテクチャでは,IGBTモジュールは「チップ - DBC - ベースプレート(銅またはAlsic) - コールドプレート」の多層構造になっており,各層が熱抵抗を増加させます。前述のように,界面熱抵抗は全体の60%を超えます。
この課題を克服するために,革新的なアーキテクチャである埋め込み型またはdbc一体型液体冷却プレートが登場しました。このアイデアは,高温プロセスを用いて銅とセラミック(Al₂O₃またはAln)を接合し,一体構造にすることで,dbc基板を冷却プレートに直接統合するというものです。冷却液流路はチップの真下に配置され,dbcのみで隔てられているため,熱伝導経路が劇的に短縮されます。
3つの主な利点:(1)ベースプレートと外部ティンを排除し,総熱抵抗を大幅に低減します。(2)0.3 mmまでのチャネル解像度と高伝導銅の組み合わせにより,優れた等温性能を実現します。(3)高電力密度コンパクトレイアウトと両面コンポーネント実装をサポートします。この統合スキームの主要な材料パラメータを表2に示します。
表2:dbc一体型液体冷却プレートの主要材料パラメータ(出典:電子機器冷却,2025年)
| material layer | common materials | thermal conductivity (w/m·k) | cte (ppm/°c) |
|---|---|---|---|
| 半導体チップ | sic | 375 | 4.0 |
| 相互接続 | オーストラリア製はんだ/銀焼結膜 | 50 / 200 | 15.9 / 18.9 |
| セラミック断熱材 | al₂o₃ / aln | 35 / 170~200 | 6.5 / 4.2~5.7 |
| コールドプレート本体 | 銅(付き) | 360 | 16.7 |
この統合の傾向は,直接冷却型IGBTモジュールの市場成長と一致している。
冷却板の材質選定は,熱伝導率,加工性,コストのバランスを考慮して行われます。最も一般的な材質はアルミニウム合金6063で,熱伝導率は約180~230 W/(m・K)です。銅は熱伝導率が約401 W/(m・K)ですが,密度がアルミニウムの3倍でコストもはるかに高いため,厳しい冷却要件が求められるハイエンド用途でのみ使用されます。
冷却材は熱伝達の重要な媒体です。応用熱工学に掲載された研究では,脱イオン水,精製水,20%エチレングリコール水溶液,およびhfe7100が比較されました。re = 1400では,脱イオン水の総合性能評価基準(pec)は,精製水,20%エチレングリコール,およびhfe7100よりもそれぞれ9.3%,24.5%,および163.9%高くなりました。re = 1400(流速約0.5~0.6 m/s)は,低圧力損失の最適な動作範囲として特定されました。実際のシステムでは,凍結防止と良好な熱伝導性を提供する50%エチレングリコール水溶液が広く使用されています。
 7. 製造プロセスと信頼性試験
7. 製造プロセスと信頼性試験液体冷却板の溶接/シールは,長期信頼性に直接影響します。主な4つのタイプは,チューブ型はチューブ埋め込み+ろう付けまたはプレス加工,FSWは摩擦攪拌溶接,押出型は押出加工+端部シール,ろう付けは真空または雰囲気ろう付けです。真空ろう付けとFSWは,高信頼性冷却板の主流プロセスです。
一般的な溶接欠陥には,気孔,過度の広がり,内部の微細亀裂,接着不良,流路の閉塞などがあります。摩擦攪拌接合(FSW)およびろう付けされたコールドプレートの場合,溶接部の密閉性と内部の清浄度を注意深く検査する必要があります。
平面度も重要な要素です。ヘルツ接触理論によれば,巨視的に平坦な表面であっても,微視的な凹凸が存在し,実際の接触面積は公称面積よりもはるかに小さくなります。ミクロンレベルの平面度のずれでも,界面の熱抵抗が劇的に上昇する可能性があります。コールドプレート冷却システムの一般的な許容基準には,以下のものが含まれます。
漏れ防止性能:ヘリウムリークテスト,漏れ量 ≤ 1×10⁻⁶ pa·m³/s または ≤ 0.05 ml/min @ 0.5~2.0 MPa
耐圧性:油圧破裂試験 ≥ 作動圧力の3倍(通常 ≥ 3.0 MPa)
平面度:100mmあたり0.05mm以下(全体:0.1mm以下)
清浄度:粒子数 ≤ 10 mg/m²
電気自動車:液体冷却プレートはトラクションインバータからの熱を処理し,モーターの出力に直接影響を与えます。SICモジュールは従来のIGBTの2~3倍の電力密度を持ち,効率的なチューブ式,FSW式,またはろう付け式の液体冷却プレートは局所的なホットスポットを効果的に排除し,EVの航続距離と信頼性を向上させます。
風力・太陽光発電インバータ:IGBTモジュールは長期間にわたり高負荷で動作するため,冷却システムは長寿命かつ低メンテナンスであることが求められます。コールドプレートは,接合部温度を低く安定させ,温度変動を小さくすることで,過酷な条件下での信頼性を大幅に向上させます。
鉄道輸送:電化により冷却需要が増加する。アクティブ液冷(ポンプ駆動)は,自然対流や強制空冷よりも精密な温度制御を実現し,過酷な環境下での信頼性を向上させる。
(電子機器用の同様の冷却プレートは,高性能プロセッサ用のCPU冷却プレート,EVバッテリーパック用のバッテリー液冷プレート,高電圧絶縁用の絶縁冷却プレート設計などにも使用されています。)
qyresearchによると,世界のIGBTヒートシンク基板市場は 2024年には7億2000万台だった市場規模は,2031年までに11億6500万台に達すると予想されており,年平均成長率は7.7%です。この成長を牽引しているのは,液体冷却プレート,特にろう付けタイプとFSWタイプです。直接液体冷却IGBTモジュールの年平均成長率17.9%は,IGBT基板全体の7.7%を大幅に上回っており,液体冷却技術の急速な普及を示しています。
IEEE会議で発表された,1000W TDP向けの先進的なコンセプトであるマルチノズルジェット衝突液体冷却プレート(mjilcp)は,従来の切削加工チャネル冷却プレートと比較して,熱抵抗が14.3%低く,ポンプ動力が19.3%低いことが示されました。0.0236℃/wの熱抵抗を達成するために,mjilcpは48%少ないポンプ動力で済みました。
将来の進化は,次の3つの方向性に焦点を当てています。
徹底的な統合:間接冷却から組み込み型DBC統合まで,熱抵抗をさらに低減します。
インテリジェント設計:AI支援設計,トポロジー最適化,およびカスタム流路(カスタム液体冷却プレート,カスタム冷却プレート)のための積層造形。
多様なシナリオへの適応:800V高電圧プラットフォーム,高地などに対応したカスタマイズソリューションを提供し,極端な冷却ニーズに対応するため,液体窒素冷却プレートを含めることも可能です。
地域製造業の発展と新エネルギー革命の深化に伴い,液体冷却プレートは補助部品から,IGBTやより広範なパワーエレクトロニクスにおける電力密度と信頼性を実現する中核的な要素へと進化していくでしょう。

キンカテック工業株式会社
当社はヒートシンク,液体冷却プレート,精密CNC加工を専門としており,当社の製品は通信業界,航空宇宙,自動車,産業制御,パワーエレクトロニクス,医療機器,セキュリティエレクトロニクス,LED照明,マルチメディア消費など幅広い分野で使用されています。



